محاسبات خمکاری ورق از اولین گامها در فرایند خمکاری، در دستیابی به ابعاد دقیق، شکل مدنظر و حفظ کیفیت نهایی قطعه است. برای حصول کیفیت در خروجی این عملیات، محاسبات خم کاری باید بهدرستی انجام شده باشند. بنابراین در این مطلب قصد داریم به تعریف اصول، فرمولها و معرفی ابزارهای محاسبات خمکاری ورق بپردازیم و نکات کلیدی در این محاسبات را مرور کنیم.
اصول پایه خمکاری ورق
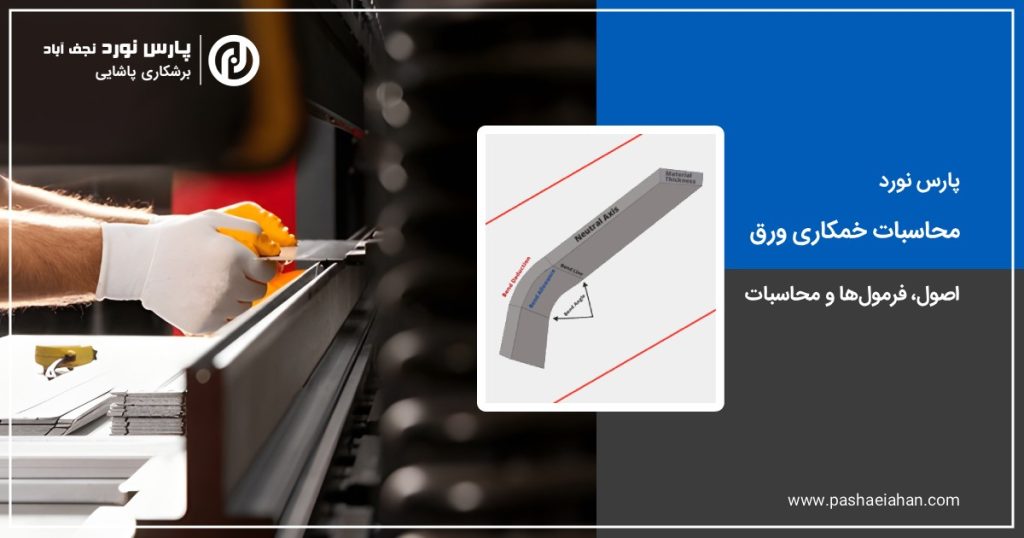
اصول پایه خمکاری ورق بر مبنای تغییرات الاستیک و پلاستیک فلز در ناحیه خم تعریف میشوند. در این فرآیند، ابتدا ورق تحت بار به حد الاستیک میرسد و سپس با ادامه بارگذاری، وارد ناحیه پلاستیک میشود تا شکلدهی دائمی رخ دهد. محور خنثی نقطهای است که در آن هیچگونه کشش یا فشاری وجود ندارد و تعیین دقیق محل آن برای محاسبه طول خم ضروری است. پس از برداشتن نیرو، برگشت فنری رخ میدهد که با بهرهگیری از ضریب K و جداول خمکاری ورق جبران این امر قابل محاسبه خواهد بود. بنابراین فاکتورهای مؤثر در خمکاری بشرح زیر خواهند بود:
- ضخامت ورق
- جنس و خواص مکانیکی مواد
- زاویه خم
- شعاع خم
- طول صفحه تخت (flat length)
درک این پارامترها پایه محاسبات خمکاری است و مبنای تعیین فرمول خمکاری ورق خواهد بود.
فرمول خمکاری ورق
فرمول خمکاری ورق بر اساس محاسبه طول قوس داخلی و طول صفحات تخت تعریف میشود. به این صورت که طول کل ورق قبل از خمکاری (L) از جمع طول قوس داخلی (R ضربدر θ بر حسب رادیان) و دو برابر طول صفحات تخت (t ضربدر (1−K) برای هر سمت) به دست میآید.
در این معادله ضریب خم یا K-factor موقعیت محور خنثی را مشخص میکند و با در نظر گرفتن برگشت فنری، دقت محاسبه خمکاری افزایش مییابد. با استفاده از این فرمول خمکاری ورق و محاسبه دقیق طول خم ورق، طراحی و تولید قطعات خمکاری شده با حداقل خطا و ضایعات میسر خواهد شد.
بنابراین برای محاسبه خمکاری ورق از دو مفهوم اصلی تحت عنوان ضریب خم (K-factor) و ضریب کشش (R-value) استفاده میشود. فرمول عمومی طول مورد نیاز ورق پیش از خم به صورت زیر تعریف میشود:
L=A+B+CL = A + B + C
که در آن:
- L طول خم ورق
- A و B طول صفحات تخت قبل و بعد از ناحیه خم
- C طول قوس داخلی مربوط به زاویه خم
در نهایت فرمول خمکاری ورق به کمک ضریب خم به شکل زیر توسعه مییابد:
L = (t×K×θ) + (X+Y)
که t ضخامت ورق و θ زاویه خم بر حسب رادیان است.

انجام محاسبات خم کاری: مراحل و نکات
برای انجام محاسبات خم کاری، ابتدا باید هندسه قطعه را تحلیل کرد و پارامترهایی مانند ضخامت ورق، زاویه خم و شعاع داخلی قالب را محاسبه نمود. سپس با توجه به جنس ورق و خواص مکانیکی آن، ضریب خم (K-factor) مناسب را از جدول خمکاری ورق یا آزمونهای تجربی تعیین کرد.
در گام بعد طول قوس داخلی را با رابطه Larc=R×θrad محاسبه و طول صفحات تخت قبل و بعد از ناحیه خم را برحسب t×(1−K) برای هر سمت مشخص کنید.
مجموع این مقادیر، طول کل ورق اولیه را بهدست میدهد و برای جبران برگشت فنری بهتر است از نرمافزار خمکاری ورق یا جداول اصلاحی استفاده نمایید. در نهایت با اجرای یک تست اولیه و ثبت نتایج، ضریبها را بهینه کرده تا دقت محاسبات خمکاری ورق در مراحل بعدی افزایش یابد.
برای محاسبات خمکاری مراحل زیر را دنبال کنید:
- تعیین ضخامت ورق و جنس آن
- انتخاب ضریب خم (K-factor) مناسب بر اساس نمودار یا جدول
- اندازهگیری زاویه خم و شعاع داخلی قالب
- محاسبه طول قوس داخلی با استفاده از θ×R
- محاسبه طول صفحات تخت پیش و پس از خم
- جمعبندی مقادیر برای محاسبه طول نهایی
در نظر داشته باشید، در هر مرحله، محاسبه خم کاری دقیق و منطبق با دادههای تجربی، موجب کاهش خطا و دوبارهکاری در اجرا میشود.
نحوه محاسبه طول خم ورق
محاسبه طول خم ورق مهمترین بخش محاسبات خمکاری است. برای این منظور:
- مقادیر زاویه خم (θ) را از نقشه استخراج کنید.
- شعاع داخلی قالب (R) را مشخص کنید.
- طول قوس داخلی Larc=R×θ
- صفحات تخت را با استفاده از فرمول Lflat=(t×(1−K)) یا مقادیر تجربی تعیین کنید.
- جمع طول قوس داخلی و صفحات تخت برابر با محاسبه طول خم ورق خواهد بود.
در عمل، برای خمهای پیچیده نیاز است به ضرایب اصلاحی یا جدول خمکاری ورق مراجعه کنید.
استفاده از جدول خمکاری ورق
جدول خمکاری ورق (Bending Allowance Table) یک جدول مرجع است که ضرایب و مقادیر اصلاحی را برای ضخامتها و زاویههای مختلف نشان میدهد. با استفاده از این جدول میتوانید به موارد زیر دست پیدا کنید.
- مقدار ضریب خم را براساس ضخامت و جنس ورق بیابید.
- طول اضافه مورد نیاز برای جبران برگشت فنری (springback) را تعیین کنید.
- سرعت محاسبات خمکاری را افزایش دهید و نیاز به محاسبه دستی مکرر نداشته باشید.
جدول خمکاری ورق معمولا در نرمافزارهای تخصصی یا کاتالوگهای تولیدکنندگان قالب قابل دسترس است.

نرم افزار خمکاری ورق: ابزارهای محبوب
در دهههای اخیر، استفاده از نرم افزار خمکاری ورق جای محاسبات دستی را گرفته است. برخی از نرمافزارهای رایج این حوزه عبارتند از:
- SolidWorks Sheet Metal
- AutoCAD Inventor
- Radan Bending
- TruTops Bend
این نرمافزارها این امکانات را در اختیار شما قرار میدهند:
- محاسبه خودکار طول خم ورق
- شبیهسازی فرایند خمکاری و بررسی برگشت فنری
- استخراج خودکار گزارشات محاسبات ورق کاری
- تولید جدول خمکاری متناسب با هر قطعه
استفاده از نرم افزار خمکاری ورق ضمن دقت بالا، زمان طراحی و تولید را بهطور چشمگیری کاهش میدهد.
محاسبات ورق کاری: مثال عملی
در این بخش برای درک بهتر مطالب گفته شده، یک مثال عملی از محاسبات ورق کاری خواهیم زد، تا درک بهتری از چگونگی استفاده از فرمول خمکاری ورق پیدا کنید. ابتدا پارامترهای کلیدی شامل ضخامت ورق، زاویه خم و شعاع داخلی را تعیین میکنیم، سپس با محاسبه طول قوس داخلی و صفحات تخت و استفاده از جدول خمکاری ورق یا نرمافزار خمکاری ورق، طول نهایی ورق قبل از پرس را استخراج میکنیم. با مقایسه نتایج تئوری و دادههای عملی، روشهای جبران برگشت فنری و بهینهسازی K-factor را بررسی خواهیم نمود. تا در نهایت در کارگاه، محاسبات خم کاری را با دقت و اطمینان بیشتری اجرا نمایید.
این مثال عملی از محاسبات ورق کاری را در نظر بگیرید:
- ضخامت ورق 2 میلیمتر
- زاویه خم 90 درجه
- شعاع داخلی قالب 3 میلیمتر
- K-factor= 0.44
گامهای محاسباتی:
- تبدیل θ به رادیان: 90°=π/2
- طول قوس داخلی: Larc=3×π/2=4.71 mm
- صفحات تخت در هر سمت 1.12=(0.44-1)2 میلیمتر
- مجموع صفحات تخت 2.24 mm
- محاسبه طول خم ورق 6.95=4.71+2.24 میلیمتر
این مقدار را با توجه به جدول خمکاری ورق یا نرمافزار چک کرده و تنظیم نهایی را اعمال کنید.
نکات اجرایی و بهترین شیوهها
با رعایت نکات اجرایی و استفاده از بهترین شیوهها در خمکاری ورق، ثبات در کیفیت و تکرارپذیری فرایند تولید تضمین میشود. با رعایت دقیق پارامترهای پیشنهادی، از جمله تنظیم دقیق شعاع قالب، کالیبراسیون منظم ابزارها و ثبت دادههای بار-حرکت، احتمال بروز خطاهای ابعادی و ضایعات مواد به حداقل خواهند رسید.
بنابراین با رعایت این رویکرد ساختاریافته علاوه بر کاهش هزینهها و زمان تنظیم ماشین، سطح ایمنی کارگاه نیز ارتقا و امکان پیشبینیپذیری نتایج افزایش مییابد. در نهایت، با اتکا به مستندسازی تجربیات و بهروز نگهداشتن جداول خمکاری ورق، روند تولید پایدارتر و رقابتیتر خواهد شد.
برای موفقیت در محاسبه خمکاری ورق و تولید دقیق قطعه، به موارد زیر توجه شود:
- همیشه برگشت فنری را با ضریب اصلاح در جدول یا نرمافزار لحاظ شوند.
- قالبها و ابزارها را قبل از تولید سریال تست شوند.
- از ورقهای استاندارد با خواص مکانیکی ثابت استفاده شود.
- قطر و شعاع داخلی مطابق ضخامت ورق انتخاب شوند.
- در صورت تغییر زاویه یا ضخامت، محاسبات خمکاری مجددا تایید شوند.
رعایت این توصیهها باعث افزایش کیفیت و کاهش خطا در تولید خواهند شد.
جمعبندی
در این مطلب با بررسی نحوه محاسبه خم ورق و جدول خمکاری ورق آشنا شدیم و ابزارهایی نظیر انواع نرم افزار خمکاری ورق را معرفی نمودیم. در نهایت درک درست از مراحل محاسبات خمکاری از اصول موفقیت در طراحی و تولید قطعات خمکاری شده است. با بکارگیری روشهای ذکر شده، میتوان روند طراحی را بهینه و خطاهای اجرایی را به حداقل رسانید.
ما در شرکت پارس نورد و برشکاری پاشایی با تکیه بر دانش فنی و تیم اجرایی حرفهای، تمامی مراحل خدمات خود را با دقیقترین استانداردها به مشتریان ارایه خواهیم نمود. ما در این مجموعه با ارزش نهادن بر محاسبات دقیق ورقکاری و بهرهوری در تولید، آماده ارایه خدمات و محصولات به تمامی صنایع در سرتاسر کشور هستیم. برای مشاوره و استعلام با کارشناسان فنی ما، از طریق راههای ارتباطی قرار گرفته در وبسایت، در تماس باشید.